



WE specialise in Ceiling Fan rotors and in intricate sluminium alloy castings(LM-24, ADC-12 , LM-6 , LM-2 etc) and zinc alloy castings. Major markets include
1.) The Fan Industry
2) The white goods Industry
3) The Automobile Industry
4) The decorative Industry(Candle Stand, Photo Frames etc.)
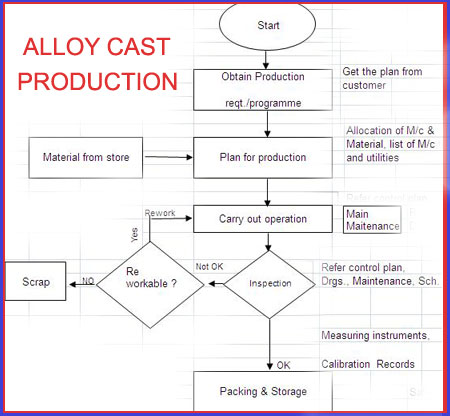
Process explaining Pressure diecasting of rotors
In this process, the liquid metal is injected at high speed and high
pressure into a metal mould. A schematic view of high pressure die casting
is given in Figure.
This equipment consists of two vertical platens on which bolsters are
located which hold the die halves. One platen is fixed and the other can
move so that the die can be opened and closed. A measured amount of
metal is poured into the shot sleeve and then introduced into the mould
cavity using a hydraulically-driven piston. Once the metal has
solidified, the die is opened and the casting removed. Compared to
Gravity die casting, both the machine and its dies are very expensive,
and for this reason pressure die casting is economical only for
high-volume production.
Pressure die casting is a process where metal is melted and forced into
steel dies. The metal hardens into the desired shape. Molten metal is
injected into a die cavity through a channel by movement of a plunger.
After a preset solidification time, the plunger reverses direction, the
part is ejected, and the machine is ready for the next cycle.
In hot chamber casting a plunger traps a certain volume of molten metal
and forces it into the die cavity through a gooseneck and nozzle. Metals
having low melting points such as zinc, copper, magnesium and lead are
cast using hot chamber die casting. In cold chamber casting molten metal
is poured into the injection cylinder. The metal is forced into the die
cavity at high pressures. High melting point alloys of aluminum and
copper are normally cast using cold chamber die casting.
Pressure die casting creates parts with no joints by eliminating other
processes such as welding and fastening. Integral fastening elements such
as bosses and studs can be included. Good dimensional accuracy and detail
is possible. No further machining required usually. Casting offers low
cost after amortization of tooling.
Pressure die casting can produce a wide variety of complex 3D shapes
provided that the shape can be ejected from the mold. Typically this
requires walls with draft.
Some examples of use of die casting include engine blocks, toy
components, bushings, levers, gears, and assorted parts used in the
automotive, aerospace and medical industries, etc.
Pressure Die Casting Design Considerations

- A parting line (location where the two mold halves meet) will occur.
- Some flashing will occur at the parting line.
- Marks from ejector pins (rods that push the part out of the mold)
may occur. - Provide a shape that can easily be ejected from the mold.
- Keep wall thickness uniform.
